



精品展示





- 山东鑫世伟业金属材料有限公司
- 主营产品:
产品详情
Product details

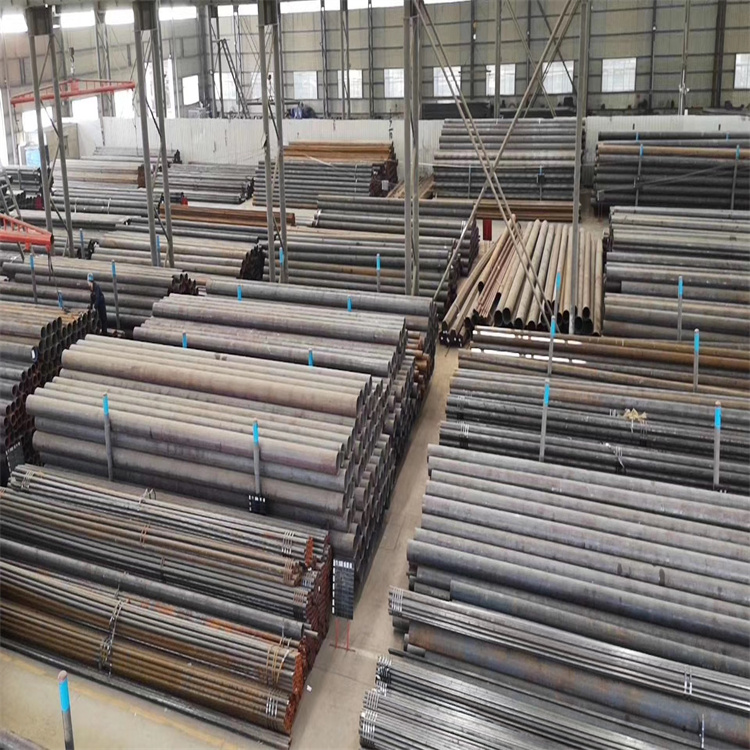
薄壁无缝管在开展不断解决的环节中是较为关键的一个阶段,在生产加工中是历经严苛而繁杂的流程实现生产制造下来的,所通过的性能特点也是非常显著的。薄壁无缝管焊接时发生汽泡有关预防方法为: 助焊剂成份。焊接带有少量的CaF2和SiO2时,会反映消化吸收很多的H2,转化成稳定度很高且不溶解于形状记忆合金的HF,进而能够预防氡气孔的产生。 助焊剂的沉积薄厚一般为25-45mm,助焊剂颗粒度大、相对密度钟头沉积薄厚取值,相反取值;大电流量、低焊速沉积薄厚取******值,相反取值,除此之外,夏季或空气相对湿度大时,回收利用的助焊剂应风干后再应用。 焊接外貌。焊接的成形指数过小,焊接的样子窄而深,汽体和参杂物不易浮起,易产生出气孔和焊瘤。一般焊接成形指数操控在1.3-1.5,厚壁管焊接钢管取值,厚壁取值。 减少次级线圈电磁场。为了更好地降低磁偏吹的影响,应以产品工件上焊接电缆线的衔接部位仅很有可能避开焊接终端设备,防止一部分焊接电缆线在产品工件上造成次级线圈电磁场。 加工工艺层面。尽可能减少焊接速率或扩大电流量,进而延迟时间焊接溶池金属材料的晶体速率,便于于汽体逸出,与此同时,假如热轧带钢寄送部位不稳定,应立即做好调节,避免根据经常调整前桥总成或汽车后桥保持成形,导致汽体逸出艰难
 冀公网安备13010402002579
冀公网安备13010402002579