


-
 ¥24.00元100Mo埋弧焊丝 磨辊立
¥24.00元100Mo埋弧焊丝 磨辊立 -
 ¥260.00元WE53铜铝芯焊丝
¥260.00元WE53铜铝芯焊丝 -
 ¥45.00元美国赫伯特81N1管道焊
¥45.00元美国赫伯特81N1管道焊 -
 ¥200.00元YD型硬质合金堆焊焊条
¥200.00元YD型硬质合金堆焊焊条 -
 ¥260.00元低温铜铝药芯焊丝
¥260.00元低温铜铝药芯焊丝 -
 ¥20.00元ND钢焊丝
¥20.00元ND钢焊丝
- 南宫市千仁商贸有限公司
- 联系姓名:李长飞
- 主营产品:耐磨焊条,不锈钢焊条,铸铁焊条,钴基焊条,阀门焊条,模具焊条,耐热钢焊条,焊丝等
相关产品推荐
-
¥24.00元
100Mo埋弧焊丝 磨辊立
-
¥260.00元
WE53铜铝芯焊丝
-
¥45.00元
美国赫伯特81N1管道焊
-
¥200.00元
YD型硬质合金堆焊焊条
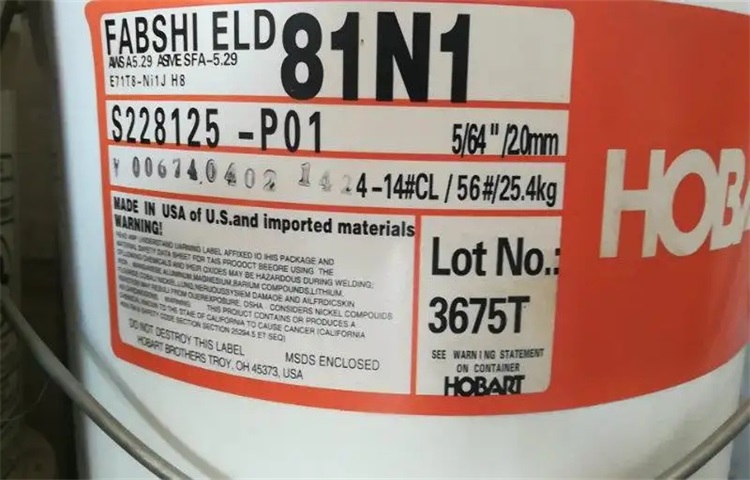
美国赫伯特81N1管道焊丝(E71T8Ni1)
说明: 81N1是一种低合金钢自保护药芯焊丝,不需保护气体。熔敷金属中含0.80%~1.10%Ni,具有优良的低温韧性,抗裂性能好。其熔敷效率高,电弧穿透力大,呈喷射状,操作容易,焊缝成型美观,脱渣容易。采用直流正接,适宜全位置焊接。由于熔渣凝固快,特别适合立向下焊。可用于焊接厚板及刚性大的重要结构。
用途:用于焊接要求韧性高和需要加镍的焊缝,特别适合于对低温韧性要求高的API X52至X70油气管道的现场焊接。也可用于普通钢、耐大气腐蚀钢及高强度钢的自动和半自动焊接,如输油输气管线、海洋平台、贮罐等。
熔敷金属化学成分(%)
化学成分 C Mn Si S P Ni Al
保证值 ≤0.12 ≤1.50 ≤0.80 ≤0.03 ≤0.03 0.80~1.10 ≤1.8
熔敷金属力学性能试验项目Rm(MPa) ReL或Rp0.2(Mpa) A(%) KV2(J) KV2(J)
保证值490~620 ≥400 ≥20 ≥27(30℃) ≥27(40℃)
一般结果510~540 410~440 ≥26 130~200 120~160
参考电流(DC)焊丝直径(mm)焊接电流(A)焊接电压(V)送丝速度(in/min)
φ1.6 150~250 17~20 60~100
φ2.0 180~250 18~20 60~110
美国赫伯特进口焊丝
自保护药芯焊丝
品名 AWS型号 特 性 与 用 途
Fabshield 4 E70T4 有强的脱硫能力和抗裂性,焊接低碳钢和中碳钢。
Fabshield 7027 E70T7 具有优良的电弧特性及高的熔敷速度,适合于大电流,焊接钢结构。
Fabshield 71K6 E71T8K6J 焊接X42X70管线及海洋平台等钢结构。
Fabshield X70 E71T8GJ 焊接X42X70管线及海洋平台等钢结构。
Fabshield 81N1 E71T8Ni1J 焊接X42X70管线及海洋工程。
Fabshield 81N2 E81T8Ni2 焊接X8管线及海洋平台、储罐等。
Fabshield X80 E81T8Ni2J 焊接X8管线及各种钢结构。
Fabshield XLR8 E71T8JD H8 对焊接热输入范围适应性好,可用大电流进行立向上焊。符合AWSA5.202005标准中新的D类要求.用于钢结构焊接.
Fabshield 21B E71T11 全位置焊接性好,特别适宜焊薄的碳钢及镀锌钢板等轻型结构。
Fabshield 23 E71TGS 适用单道填充几盖面焊,焊镀锌板等钢结构



 冀公网安备13010402002579
冀公网安备13010402002579