



-
 ¥27.00元YD798耐磨焊丝 药芯堆
¥27.00元YD798耐磨焊丝 药芯堆 -
 ¥32.00元盾构机专用耐磨焊丝 Y
¥32.00元盾构机专用耐磨焊丝 Y -
 ¥47.00元YD888耐磨焊丝 风机叶
¥47.00元YD888耐磨焊丝 风机叶 -
 ¥27.00元不锈钢耐磨焊丝 海泰
¥27.00元不锈钢耐磨焊丝 海泰 -
 ¥27.00元耐磨焊条 堆焊焊条 耐
¥27.00元耐磨焊条 堆焊焊条 耐 -
 ¥27.00元耐磨焊丝 堆焊焊丝 药
¥27.00元耐磨焊丝 堆焊焊丝 药
- 南宫市海泰合金焊接材料厂
- 联系姓名:王夫勇
- 主营产品:耐磨焊丝 耐磨焊条 药芯堆焊焊丝 耐磨药芯焊丝 不锈钢焊条 药芯不锈钢焊丝 银焊片
相关产品推荐
-
¥27.00元
YD798耐磨焊丝 药芯堆
-
¥32.00元
盾构机专用耐磨焊丝 Y
-
¥47.00元
YD888耐磨焊丝 风机叶
-
¥27.00元
不锈钢耐磨焊丝 海泰
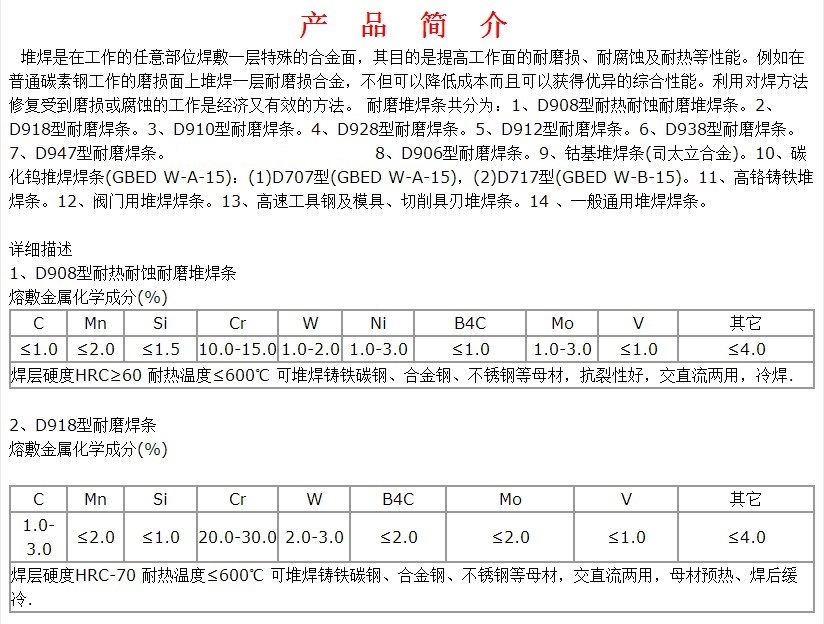


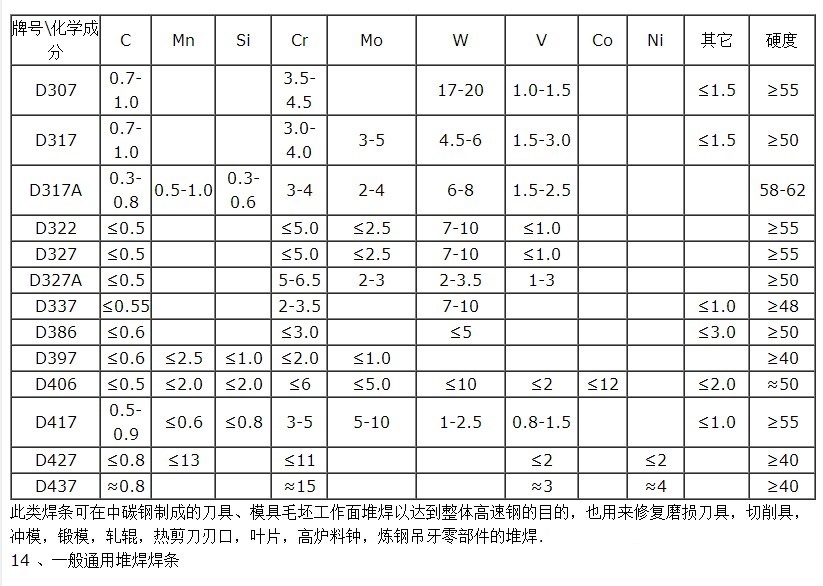
9、钴基堆焊焊条 (司太立合金)
1)D812钴基堆焊焊条
型号:GB/T EDCoCr-B-03 相当:AWS ECoCr-B JIS DF-CoCrB
说明:钴铬钨合金焊芯的钴基堆焊焊条,采用直流反接,堆焊金属在650℃工作仍能保持良好的耐磨性和耐腐蚀性。
用途:用于高温高压阀门、高压泵的轴套筒和内衬套以及化纤设备的斩刀刃口等。
熔敷金属化学成分/%
C 1-1.7 Si≤2 Mn≤2 Cr 25-32 Fe≤5 W 7-10 其他≤4 余量为Co
堆焊硬度HRC:≥44
(2)D822钴基焊条
型号:GB/T EDCoCr-C-03 相当:AWS ECoCr-C JIS DF-CoCrC
说明:高碳钴铬钨合金焊芯的钴基堆焊焊条,采用直流反接,渣覆盖性好,成形美观,具有优良的耐磨、耐热、耐腐蚀性,在650℃高温也能保持这些特性。
用途:用于牙轮钻头轴承、锅炉的旋转叶轮、粉碎机刃口、螺旋送料机等磨损部件的堆焊。
熔敷金属化学成分/%
C 1.75-3 Si≤2 Mn≤2 Cr 25-33 Fe≤5 W 11-19 其他≤4 余量为Co
堆焊硬度HRC:≥53
(3)D842钴基堆焊焊条
型号:GB/T EDCoCr-D-03 相当:JIS DF-CoCrC
说明:钴基4号低碳钴基铬钨合金焊芯堆焊焊条,采用直流反接,堆焊金属在800℃仍能保持良好的抗热疲劳性和耐蚀性。
用途:用于高温条件下承受冲击和冷热交错的工件堆焊,如热锻模,阀门密封面等,具有良好的性能。
熔敷金属化学成分/%
C 0.5-0.5 Si≤2 Mn≤2 Cr 23-32 Fe≤5 W≤9.5 其他≤7 余量为Co
堆焊硬度HRC: 28-35
(4)D852钴基堆焊焊条
型号:GB/T EDCoCr-E-04
说明:用于耐高温磨损堆焊焊条,工作温度1100℃,具有红硬性,抗烈性.也可用于高温,高压阀门热段模等,同时经受冲击和高温,耐蚀的部件.
堆焊硬度HRC≥44
(5)D862钴基堆焊焊条
型号:GB/T EDCoCr-E-05
说明:适用于高温磨性磨损及细颗粒小角度冲蚀磨损工况。单层堆焊即可满足性能要求, 高工作温度1000℃,堆焊层硬度:20℃--HRC:64-66、工作温度600℃--HRC:48-52、工作温度800℃--HRC:38-42典型应用领域、工况及部分,炼铁、炼焦、烧洁、水泥等工作领域存在高温磨损的机械设备。
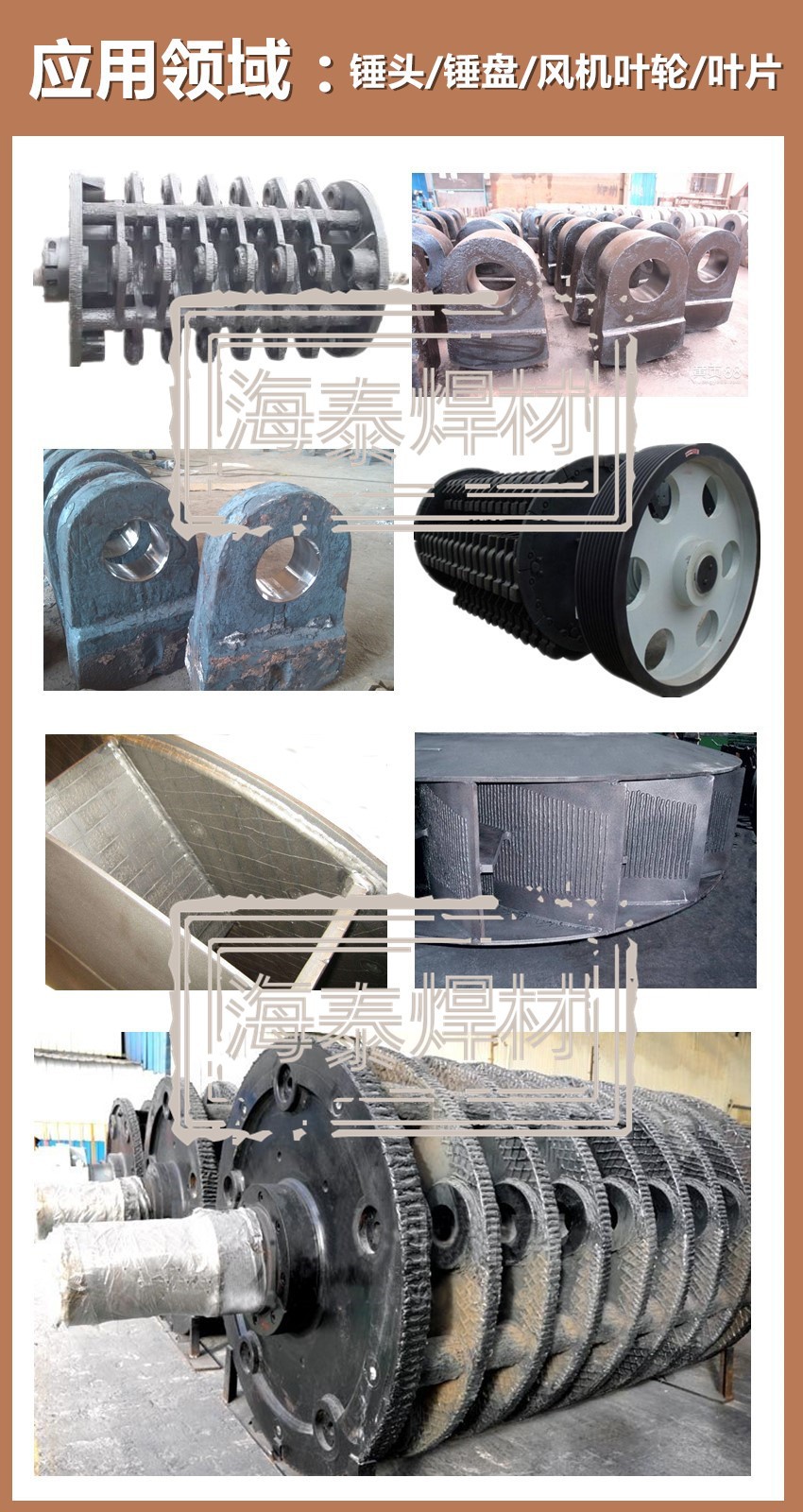
用途:用于堆焊高温工件下服役的烧洁单辊破碎机齿冠篦板及高炉旋转布料溜槽,耐磨效果显著。
 >
>

D856耐磨堆焊系列:
|
焊条牌号
|
典型用途
|
|
D856-1
|
用于磨焊煤辊、冲击板、耐磨板、电铲齿、破碎辊、锤头等。 |
|
D856-2
|
用于抗冲击、冲刷、耐热磨损,如高炉料钟密封面、料斗、闸板、搅拌机叶片、耙路机齿、挖土机齿、挖土机齿、水泥高压挤压辊、连辊铸辊、起重机辊、破碎辊、破碎机磨损件等的堆焊。可机加工。 |
|
D856-2A
(DL-2B)
|
用于低碳、低合金钢堆焊修复,如轴套、轮齿、链轮、导轮、拖拉机、挖土机的辊子和惰轮等堆焊修复,可机加工。 |
|
D856-3
|
用于铲斗齿、破碎辊、筛板、铁轨道叉、锤头、冲击板、挖泥机、泵叶、滑槽、刮刀、混料机、螺丝钻、捣料器、铲斗齿、旋回破碎机十字头的堆焊。 |
|
D856-3A
|
|
|
D856-T3
|
用于受强烈磨粒磨损件堆焊。特别用于钢铁厂烧结机单齿辊、篦板、锤头、下料衬板、磨煤辊、冲击板、耐磨板等。也广泛应用于建筑行业,如混凝土泵眼镜板、浮动环、S管等。具有红硬性,属无渣型焊条,熔敷率高η>90%。 |
|
D856-T3A
|
|
|
D856-T3C
|
|
|
D856-G3
|
用于风机叶片、阀座、刀口、旋转密封环、轴承套筒、单齿辊、高温热轧辊、各种热锻模具、热挤压模以及化学工业中的耐蚀、耐磨损工况场合的堆焊。具有成型美观,硬度高、无裂纹等特点,可进行机加工。 |
|
D856-G3A
|
|
|
D856-4
|
用于耐高温磨损件堆焊,如溜槽、水渣板等。 |
|
D856-4A
(5CCr) |
用于混凝土泵眼镜板、S管、浮动环专用焊条,也广泛用于钢铁厂烧结机单齿辊、篦板、锤头、下料衬板、磨煤辊、冲击板、耐磨板、溜槽、水渣板等。具有红硬性,属无渣型焊条,熔敷率高η>90%。 |
|
D856-5
|
用于耐高温磨损件堆焊,如溜槽、水渣板等。具有红硬性,属无渣型焊条,熔敷率高η>90%。 |
|
D856-6
(NCC-2)
|
用于热剪切刀刃专用堆焊焊条,具有红硬性、抗裂性。也可用于高温、高压阀门、热锻模等同时经受冲击和高温、耐蚀场合的部件。相当于德国NCC-2焊条。 |
|
D856-6A
|
|
|
D856-8
JIS(DF-2B)
|
燃气涡轮叶片专用焊条。如汽轮机叶片、叶轮、轴套、垫片等的堆焊。 |
|
D856-9A
|
石油钻具专用焊条。如泵的套筒和旋转密封环、磨损面板、螺旋送料机及油田钻头的堆焊。 |
|
D856-10
|
用于高温、高压阀门、内燃机阀、化学工业上各种刀刃、高压泵的轴套筒、木材锯齿、热轧精轧孔型辊、轴承座的堆焊。其优良的韧性和综合机械性能适用于各种热模具的堆焊。 |
|
D856-10A
|
|
|
D856-11
|
用于机座、刀口、旋转密封环、磨损面板、轴承套筒以及热剪切刀刃、热锻模等同时经受冲击和高温场合、轴承的内、外环等的堆焊。 |
|
D856-12
(BB-1)
|
用于拉丝轮、辊筒、泵转子、柱塞、凸轮、造纸机磨盘、铲车铲齿等的堆焊。 |
|
D856-13
(BB-2)
|
用于造纸机磨盘、铲车铲齿、耐蚀泵阀、轴套、链轮、螺杆送料器等的堆焊。 |
|
D856-14
JIS(HF-800K)
|
用于堆焊各种机械磨损件,如电铲、球磨机、破碎锤头等,相当于JIS HF-800。 |
|
D856-15
JIS(HF-800K)
|
用于堆焊切割、刮擦、传送等器具及要求耐严重磨料磨损的场合,如挖泥机叶片、螺旋推进器等。相当于JIS HF-1000焊条。 |
|
FYD856-16Z
|
EDT·FYD856系列特种堆焊条熔敷金属特性
|
焊条牌号
|
堆焊层金属特性
|
||||||
|
抗磨粒磨损
|
抗冲击磨损
|
抗冲刷磨损
|
抗高温(℃)
|
抗腐蚀
|
抗金属间磨损
|
硬度(HRC)
|
|
|
D856-1
|
★★★★★
|
★★
|
★★★
|
300
|
★★★
|
★★★★
|
60
|
|
D856-2
|
★★★★
|
★★★★
|
★★★
|
500
|
★★★★
|
★★★★
|
48-55
|
|
D856-2A
(DL-2B) |
★★★★
|
★★★★★
|
★★★
|
300
|
★★★★
|
★★★★
|
46
|
|
D856-2B
|
★★★
|
★★★★★
|
★★★
|
300
|
★★★
|
★★★
|
40
|
|
D856-3
|
★★★
|
★★★★
|
★★★
|
650
|
★★★
|
★★★★
|
58
|
|
D856-T3
|
★★★★★
|
★★★
|
★★★
|
850
|
★★★★
|
★★★★
|
62
|
|
D856-T3A
|
★★★★★★
|
★★★
|
★★★★
|
850
|
★★★★★
|
★★★★★★
|
63
|
|
D856-T3C
|
★★★★★★
|
★★★★★
|
★★★★★
|
950
|
★★★★★
|
★★★★★★
|
63
|
|
D856-G3
|
★★★★
|
★★★★★
|
★★★★
|
850
|
★★★★
|
★★★★
|
58
|
|
D856-4
|
★★★★★
|
★★★★
|
★★★★
|
950
|
★★★★
|
★★★★
|
62
|
|
D856-4A
(5CCr)
|
★★★★★
|
★★★★
|
★★★★
|
1000
|
★★★★
|
★★★★★
|
62
|
|
D856-5
|
★★★★★
|
★★★★
|
★★★★
|
1000
|
★★★★
|
★★★★★
|
70
|
|
D856-6
(NCC-2) |
★★★★
|
★★★★★
|
★★★★★
|
1100
|
★★★★★
|
★★★★★
|
40
|
|
D856-6A
|
★★★★
|
★★★★★
|
★★★★★
|
1000
|
★★★★★
|
★★★★★
|
42
|
|
D856-8
JIS(DF-2B) |
★★★★
|
★★★★★
|
★★★★★
|
300
|
★★★★★
|
★★★★
|
48
|
|
D856-9
|
★★★★
|
★★★★★
|
★★★★
|
300
|
★★★★
|
★★★★
|
48
|
|
D856-10
|
★★★★
|
★★★★★
|
★★★
|
600
|
★★★★
|
★★★★
|
40-45
|
|
D856-11
|
★★★★
|
★★★★★
|
★★★
|
600
|
★★★★
|
★★★★
|
50
|
|
D856-12
(BB-1) |
★★★★
|
★★★★★
|
★★★★
|
650
|
★★★★
|
★★★★★
|
58
|
|
D853-13
(BB-2) |
★★★★★
|
★★★★
|
★★★★
|
850
|
★★★★
|
★★★★★
|
58
|
|
D856-14
JIS(HF-800K) |
★★★★
|
★★★★
|
★★★★
|
500
|
★★★★
|
★★★★
|
62
|
|
D856-15
JIS(HF-1000) |
★★★★★
|
★★★★★
|
★★★★
|
1100
|
★★★★
|
★★★★★
|
68
|
EDT·FYD856熔敷金属化学成份表
|
序号
|
焊条牌号
|
药皮类型
|
焊接电源
|
熔敷金属化学成份表(%)
|
|||||||||||
|
C
|
Mn
|
Si
|
Cr
|
Ni
|
Mo
|
W
|
V
|
Nb
|
B
|
Co
|
其它元素总量
|
||||
|
1
|
D856-1
|
石墨型
|
交直流
|
3.50
|
0.50
|
1.20
|
16.00
|
2.0
|
2.0
|
3.50
|
--
|
--
|
2.0
|
--
|
3.0
|
|
2
|
D856-2
|
低氢型
|
直流
|
0.70
|
0.60
|
2.0
|
10.0
|
--
|
3.20
|
3.80
|
2.0
|
--
|
--
|
--
|
3.20
|
|
3
|
D856-2A
|
低氢型
|
直流
|
0.40
|
1.20
|
15.0
|
18.0
|
1.50
|
2.50
|
--
|
1.0
|
--
|
--
|
--
|
5.0
|
|
4
|
D856-2B
|
钛钙型
|
交直流
|
0.50
|
2.50
|
1.0
|
3.50
|
--
|
2.20
|
--
|
--
|
--
|
--
|
--
|
3.50
|
|
5
|
D856-3
|
低氢钾型
|
直流
|
1.50
|
1.0
|
1.0
|
6.50
|
--
|
3.35
|
8.0
|
3.50
|
--
|
--
|
--
|
4.0
|
|
6
|
D856-T3
|
石墨型
|
交直流
|
5.50
|
3.0
|
2.50
|
28.0
|
1.50
|
5.50
|
4.80
|
2.50
|
2.50
|
3.0
|
--
|
5.0
|
|
7
|
D856-T3A
|
石墨型
|
直流
|
5.50
|
2.0
|
2.0
|
32.0
|
1.80
|
4.50
|
4.0
|
1.50
|
3.20
|
4.20
|
--
|
3.80
|
|
8
|
D856-T3C
|
石墨型
|
直流
|
5.80
|
1.20
|
2.0
|
29.0
|
--
|
3.10
|
--
|
--
|
5.80
|
4.0
|
--
|
5.0
|
|
9
|
D856-G3
|
低氢型
|
直流
|
1.30
|
1.50
|
1.0
|
10.0
|
--
|
5.0
|
8.0
|
3.50
|
2.80
|
2.30
|
--
|
5.0
|
|
10
|
D856-4
|
低氢型
|
直流
|
5.0
|
3.0
|
1.0
|
26.0
|
1.50
|
8.0
|
6.0
|
1.80
|
6.20
|
--
|
--
|
5.0
|
|
11
|
D856-4A
|
低氢型
|
直流
|
5.50
|
3.20
|
2.0
|
32.0
|
1.80
|
6.20
|
6.10
|
1.50
|
5.80
|
2.0
|
--
|
5.20
|
|
12
|
D856-5
|
石墨型
|
交直流
|
2.0
|
3.50
|
1.0
|
2.80
|
--
|
11.0
|
--
|
6.20
|
1.80
|
6.80
|
--
|
3.80
|
|
13
|
D856-6
|
低氢型
|
直流
|
0.35
|
1.0
|
1.0
|
22.0
|
23.5
|
6.80
|
--
|
--
|
8.80
|
--
|
12.0
|
5.0
|
|
14
|
D856-6A
|
低氢型
|
直流
|
0.35
|
3.50
|
1.0
|
23.8
|
20.0
|
6.80
|
3.50
|
3.0
|
8.0
|
--
|
8.0
|
5.0
|
|
15
|
D856-8
|
钛钙型
|
交直流
|
0.35
|
1.0
|
1.0
|
16.0
|
1.50
|
2.50
|
--
|
--
|
--
|
--
|
--
|
5.0
|
|
16
|
D856-9
|
低氢钢型
|
直流
|
4.50
|
2.0
|
2.50
|
35.0
|
6.0
|
|
--
|
--
|
--
|
--
|
--
|
5.0
|
|
17
|
D856-10
|
低氢钢型
|
交直流
|
0.35
|
1.0
|
1.0
|
16.0
|
1.50
|
2.50
|
--
|
1.0
|
1.0
|
--
|
--
|
3.50
|
|
18
|
D856-11
|
低氢钢型
|
交直流
|
0.50
|
1.0
|
1.0
|
13.0
|
2.50
|
3.20
|
--
|
3.0
|
3.0
|
--
|
--
|
3.20
|
|
19
|
D856-12
|
低氢钢型
|
交直流
|
3.80
|
1.0
|
1.50
|
26.0
|
--
|
3.0
|
--
|
2.0
|
2.0
|
1.50
|
--
|
3.50
|
|
20
|
D856-13
|
低氢钢型
|
交直流
|
3.50
|
1.50
|
1.0
|
25.50
|
--
|
3.50
|
3.50
|
1.50
|
1.50
|
--
|
--
|
3.80
|
|
21
|
D856-14
|
低氢钢型
|
交直流
|
1.50
|
2.0
|
1.0
|
8.0
|
--
|
--
|
4.50
|
--
|
--
|
1.50
|
--
|
3.20
|
|
22
|
D856-15
|
石墨型
|
交直流
|
4.80
|
2.0
|
2.0
|
--
|
--
|
3.0
|
66.0
|
--
|
--
|
--
|
--
|
5.20
|
本厂研发的特种耐磨耐热堆焊焊条优点:1无需烘焙预热,可直接常温操作,有利于工人操作,节省能源;2利用率高, 低可达90%以上,节省成本;3耐磨抗
高温性能好,延长使用寿命长,节省您公司成本开支;
本公司产品在经历20年来,已经在国内几十个知名钢铁及相关企业有广泛运用,效果反映良好.(应用单位有:鞍钢,宝钢,首钢,武钢,本钢,包钢,马钢,
宣钢,太钢,攀钢,酒钢,安钢,邯钢,海南钢铁,梅山钢铁,云浮流铁矿,鲁中矿山公司,邯邢冶金矿山管理局,沈阳矿山机械厂,扬州冶金机械厂,
夹江水工机械厂,湖州工程机械厂,海洋方圆集团,西安冶金机械厂,张家口冶金制氧机备件厂,上海鼓风机厂,陕西鼓风机集团,以及部分化肥厂,水
泥厂,耐火材料厂,砖瓦厂,等数十个单位,目前已被定为首钢直供单位.)

YD型硬质合金复合材料堆焊焊条 简称YD型焊条:

|
YD型【硬质合金堆焊焊条】简介:
YD型硬质合金堆焊焊条 YD-9.5石油工具铣鞋,磨鞋,水力割刀刮刀片。
YD-3,YD-10目用于钻井用稳定器,钻杆耐磨带,犁铧,钻杆接头,饲料粉碎机锤片等堆焊
|
|||||||||||||||||||||||||||||||||||||||||||||
|
|
YZ铸造碳化钨合金气焊条

说明:管内成分为W2C和WC合金颗粒,硬度93HRA熔点1600-1800度,采用氧-乙炔焰堆焊,具有较高的耐磨性。
用途:适用于石油钻具,建材机械,甘蔗破碎刀具,打井钻头,秸杆还田粉碎机和饲料粉碎机刀片等易磨损件的堆
焊使之成为合金耐磨具.
规格型号:
|
型号 |
管径mm |
管长mm |
粒度(目) |
W含量(%) |
单价(kg) |
|
YZ3 |
4.0-6.0 |
390 |
30~40-40~60-60~80 |
80 |
180 |
|
YZ4 |
4.0-6.0 |
390 |
30~40-40~60-60~80 |
85 |
200 |
|
YZ5 |
4.0-6.0 |
390 |
30~40-40~60-60~80 |
88 |
220 |
|
YZ6 |
4.0-6.0 |
390 |
30~40-40~60-60~80 |
92 |
260 |
|
YZ8 |
4.0-6.0 |
390 |
30~40-40~60-60~80 |
98 |
280 |



 冀公网安备13010402002579
冀公网安备13010402002579